














Vacuum ring pump 0,75 KW
The single-stage vacuum pumps are versatile, offering a wide range of applications when it comes to transporting liquids due to their simplicity, reliability, and robustness. The device operates with minimal vibrations, and its noise levels do not exceed the prescribed standards. Additionally, it ensures oil-free operation.
For more information and a quote, please contact the sales department at sales@foodtechprocess.com
The pump features a monoblock construction, directly mounted on the motor flange in compliance with the B3/B5 standard. It is driven by a flexible coupling.
Shaft support is ensured by two ball bearings lubricated for life, while the shaft seal adopts a single-acting mechanical seal according to DIN 24960 (standard material selection C/SiC/Viton). The pump is made primarily out of cast iron, it includes stainless steel components such as the impeller and the connection to the plate.
Application
- Bottle filling
- Evaporation/distillation
- Vacuum processing
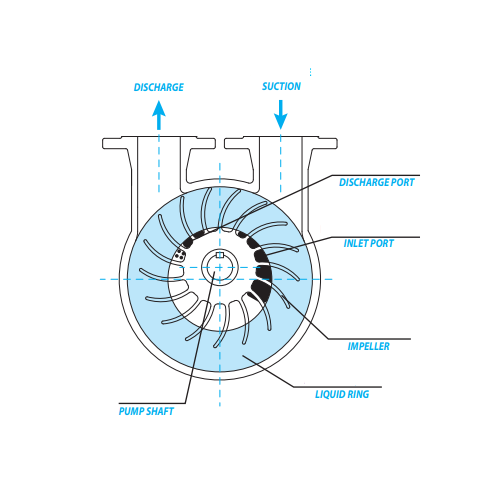
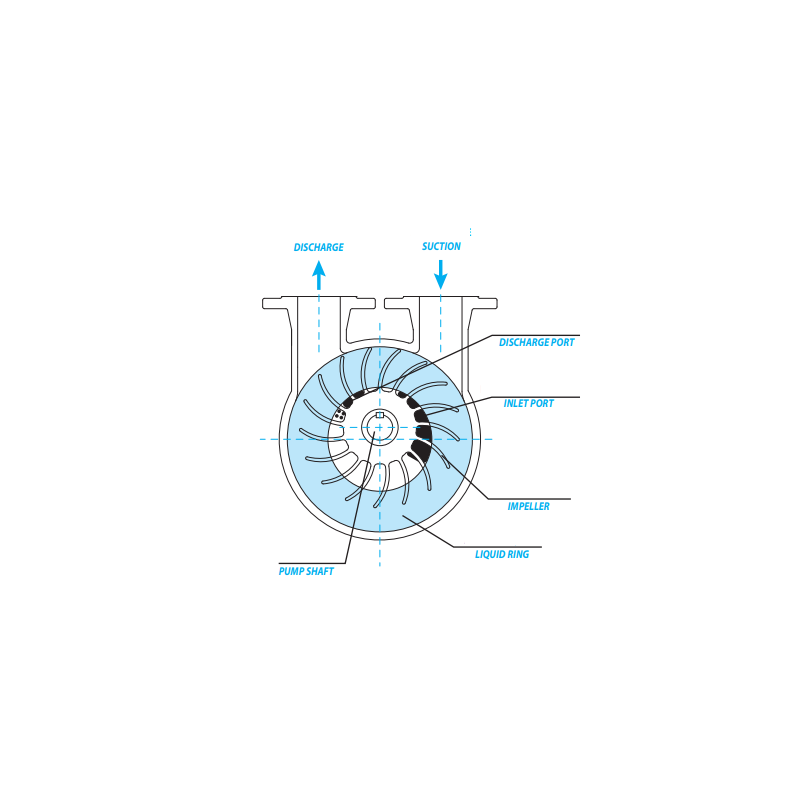
Operation
During operation, it is essential to feed the pump with a liquid, typically water. This is crucial to maintain the stable rotating piston effect and facilitate the removal of the heat load generated during the compression of the pumped gas mixture.
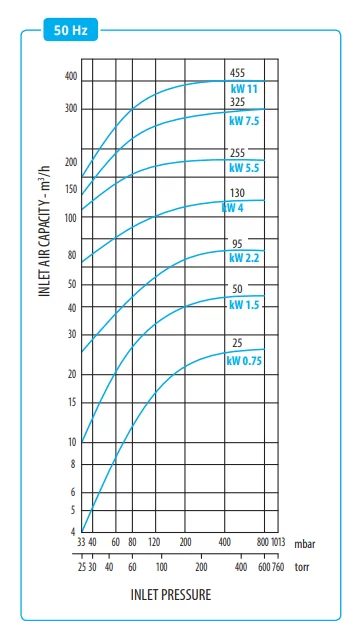
The following performance curves showcase the pump's efficiency under various conditions:
 ┬Ā
┬Ā
The curves' values are based on the use of 15┬░C water as the service liquid, drawing in ambient air composed of dry and rarefied air at an ambient temperature of 20┬░C. The atmospheric pressure is set at 1013 mbar. For enhanced vacuum performance, a gas ejector can be installed in front of the pump, utilizing the pressure difference created by the pump.
The ejector's operational range should ideally stay below 40 mbar, with a minimum achievable suction pressure of 10 mbar.
Technical parameters
|
┬ĀRPM ┬Ā |
Suction pressure┬Ā(abs. mbar) 40┬Ā ┬Ā ┬Ā ┬Ā ┬Ā 200┬Ā ┬Ā ┬Ā ┬Ā 600┬Ā ┬Ā |
Compressor ┬Ā |
Max. permitted amount of liquid through the suction nozzle (m3/h) continuous┬Ā ┬Ā ┬Ā ┬Ā ┬Ā ┬Ā ┬Ā ┬Ā ┬Ā ┬Ā ┬Ā ┬Ā ┬Ā discontinuous |
| 2850 | 0,4┬Ā ┬Ā ┬Ā ┬Ā ┬Ā0,4┬Ā ┬Ā ┬Ā ┬Ā 0,33 | 0,28 | 0,5┬Ā ┬Ā ┬Ā ┬Ā ┬Ā ┬Ā ┬Ā ┬Ā ┬Ā ┬Ā ┬Ā ┬Ā ┬Ā ┬Ā ┬Ā ┬Ā ┬Ā ┬Ā ┬Ā0,6 |
| 3500 | 0,4┬Ā ┬Ā ┬Ā ┬Ā ┬Ā0,4┬Ā ┬Ā ┬Ā ┬Ā 0,33 | 0,28 | 0,5┬Ā ┬Ā ┬Ā ┬Ā ┬Ā ┬Ā ┬Ā ┬Ā ┬Ā ┬Ā ┬Ā ┬Ā ┬Ā ┬Ā ┬Ā ┬Ā ┬Ā ┬Ā ┬Ā0,6 |
┬Ā
Dimensions:


Centrifugal pump designed for pumping low viscosity food and aggressive liquids. For more information, send us an email to sales@foodtechprocess.com┬Ā
The screw pump is used for transferring "un-pumpable" products. A great choice for those who work with hard to move liquids and need to move them as quickly as possible.
For more information about the product please contact the sales department at sales@foodtechprocess.com

We offer different types of pumps for different applications.
For more information, send us an email at sales@foodtechprocess.com┬Ā

We offer a wide variety of different pumps for all kinds of liquids, semi-liquid products in various applications.
If you need any help, please email us at┬Āsales@foodtechprocess.com┬Ā

The circulation pump for the heating system is a mandatory component for the operation of a flow-through heating system used for heating the water serving as a heat transfer medium inside the duplicator of industrial cooking boilers, mixers, reactors, and vacuum evaporators in food production. It is selected based on the required parameters of the heating system (volume). Our specialists will be happy to assist you in selecting the appropriate pump if you provide the technical specification requirements. This pump is an essential additional component for the flow-through water heater┬Āup to 110┬░C.
- It can be used to circulate water at temperatures up to 110┬░ C
- High efficiency with low power consumption
- Also suitable for central heating systems, heated floors and even for solar systems
- Small connections allow the use of flexible pipes with a smaller diameter
- Type of the equipment: Optional equipment

Centrifugal impeller pumps are ideal for various industrial applications such as food processing, manufacturing, washing and surface treatment of metal pieces, boxes, containers, glass jars and vessels. These pumps are also suitable for dishwashers, bottle washing lines, painting processes, and pumping liquids into various chambers.
For more information, send us an email to sales@foodtechprocess.com

Stainless steel low-speed rotary pumps with flexible impeller; particularly suitable for transfer of delicate, fragile and viscous fluids, also with solid parts in suspension.
For more information, send us an email to sales@foodtechprocess.com┬Ā

One of advantages of this glandless pump is very high durability and efficiency in operation in very demanding conditions. We offer glandless pump with different power variations.
For more information send us an email at sales@foodtechprocess.com

The high-performance screw pump is used for pumping both thick and viscous food products, as well as various masses containing pieces or solid inclusions such as in the cosmetics, cosmetology, and other industries.
- High performance
- All parts in contact with the product are made out of AISI304
- Does not damage products containing solid pieces
- Additional options: by-pass
- Material: Stainless steel
- Principle of operation: Continuous mode

The fruit mash pump is designed for efficiently transporting mashed fruits from a crusher to a press for extracting juice.

Monoblock pumps with an integrated frequency converter. We offer many different types of pumps, if you need any advice on which pump to choose, feel free to send us the request.┬Ā

We sell many types of pumps for many applications and processes. For a free consultation, email us at sales@foodtechprocess.com and we will recommend the right type of pump for your production.

The pump provides a delicate straight-streaming┬Āpumping of a wide range of liquids with or without solid fragments with viscosity up to 150 Pa.s.┬Ā
For a price quote, send us an email to┬Āsales@foodtechprocess.com
- Material: Stainless steel
- Principle of operation: Continuous mode

Stainless steel low-speed rotary pumps with a flexible impeller; We offer two versions. On base or trolley.
If you need more information, send us an email to sales@foodtechprocess.com

Twin-screw extruder is designed for effective extruding, homogenization, pumping over of plastic masses (butter, margarine, honey, curd products, confectionery mixtures), and forming it into bars and rolls.
For a price quote, send us an email to sales@foodtechprocess.com

The homogenizer is designed to homogenize, mix and disintegrate / grind different fluids and components into small particles.
For a price quote, send us an email at sales@foodtechprocess.com