












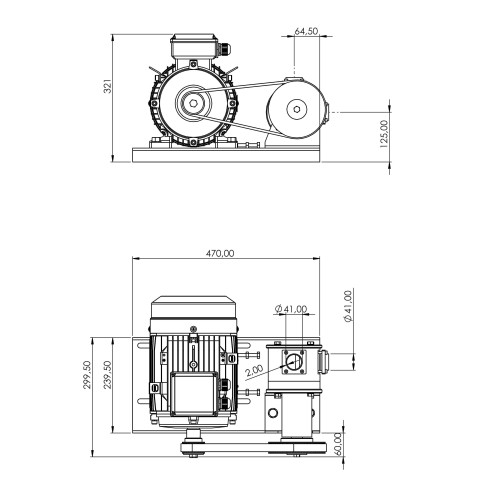







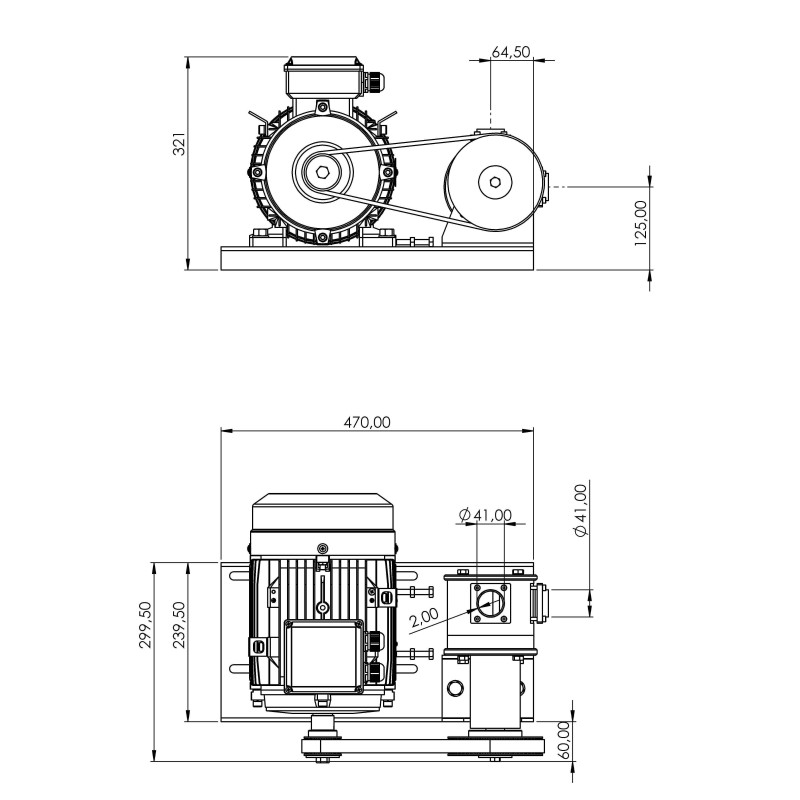

Vane pump NC02
Vane pumps are used for pumping high viscosity products such as syrups, honey, mayonnaise, sauces, cream and many other products.
These vane pumps are used for pumping high viscosity products.
Suitable products:
- syrups
- honey
- mayonnaise
- sauces
- cream
- other products with similar consistency┬Ā
Universal use
A rotary vane pump is a positive-displacement pump that consists of vanes mounted to a rotor that rotates inside a cavity. While vane pumps can handle moderate viscosity liquids, they excel at handling low viscosity liquids as well.
Energy saving
A variable-displacement vane pump is used as an energy-savings device and has been used in many applications.
Clever design
One of the major advantages of the vane pump is that the design readily lends itself to become a variable-displacement pump, rather than a fixed-displacement pump.
Advantages
- Handles thin liquids at relatively higher pressures
- Compensates for wear through vane extension
- Can run dry for short periods
- Develops good vacuum
Technical features:
- Motor 2,2 kW
- The maximum temperature 130 ˚C
- RPM - 900
- Material: Stainless steel
- Engine power, kW: 2,2
- Type of pump: rotary vane

We offer a wide variety of different pumps for all kinds of liquids, semi-liquid products in various applications.
- Principle of operation: Continuous mode

Centrifugal pump designed for pumping low viscosity food and aggressive liquids.
- Principle of operation: Continuous mode

The portable vertical pump is designed for pumping fluent or viscous liquids in the range from 1-2300 m2/s at a temperature of around 25┬░C. The pump cannot be used in potentially explosive atmospheres.
- Material: Stainless steel
- Engine power, kW: 0,25
- Voltage: 380-400V

Centrifugal impeller pumps are ideal for various industrial applications such as food processing, manufacturing, washing and surface treatment of metal pieces, boxes, containers, glass jars and vessels. These pumps are also suitable for dishwashers, bottle washing lines, painting processes, and pumping liquids into various chambers.
- Principle of operation: Continuous mode

The pump provides a delicate straight-streaming┬Āpumping of a wide range of liquids with or without solid fragments with viscosity up to 150 Pa.s.┬Ā
- Material: Stainless steel
- Engine power, kW: 1,1
- Principle of operation: Continuous mode

Stainless steel low-speed rotary pumps with flexible impeller; particularly suitable for transfer of delicate, fragile and viscous fluids, also with solid parts in suspension.
- Principle of operation: Continuous mode

This system is specifically designed for facilitating the direct transfer of pulp to a press.
- Productivity: 2000 kg/h
- Engine power, kW: 0,37
- Weight: 28
- Type of pump: Volumetric, self-priming

We offer different types of pumps for different applications.
- Principle of operation: Continuous mode

Electric continuous flow heaters in different designs and performance parameters.
- Heating: Electric
- Material: Stainless steel
- Country of origin: Slovakia
- Type of pump: sealless pump

Twin-screw extruder is designed for effective extruding, homogenization, pumping over of plastic masses (butter, margarine, honey, curd products, confectionery mixtures), and forming it into bars and rolls.
- Productivity: 400 kg/h
- Material: Stainless steel
- Principle of operation: Continuous mode
- Country of origin: Slovakia
- Weight: 115 kg

We offer different types of pumps for different processes.
- Engine power, kW: 0,37
- Dimensions, mm: 230x190x120

Elliptical rotor pump (three power range models available).
- Material: Stainless steel
- Engine power, kW: 1,8/ 4/ 5,5
- Principle of operation: Continuous mode

Monoblock pumps with an integrated frequency converter. We offer many different types of pumps, if you need any advice on which pump to choose, feel free to send us the request.┬Ā
- Principle of operation: Continuous mode

The screw pump is used for transferring "un-pumpable" products. A great choice for those who work with hard to move liquids and need to move them as quickly as possible.
- Material: Stainless steel
- Voltage: 380-400V

One of advantages of this glandless pump is very high durability and efficiency in operation in very demanding conditions. We offer glandless pump with different power variations.
- Principle of operation: Continuous mode

Stainless steel low-speed rotary pumps with a flexible impeller; We offer two versions. On base or trolley.
- Principle of operation: Continuous mode