












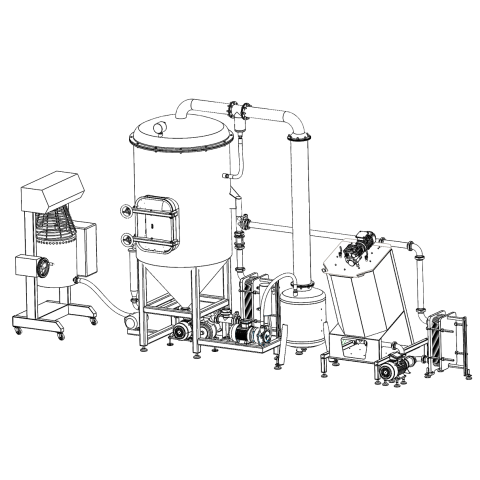





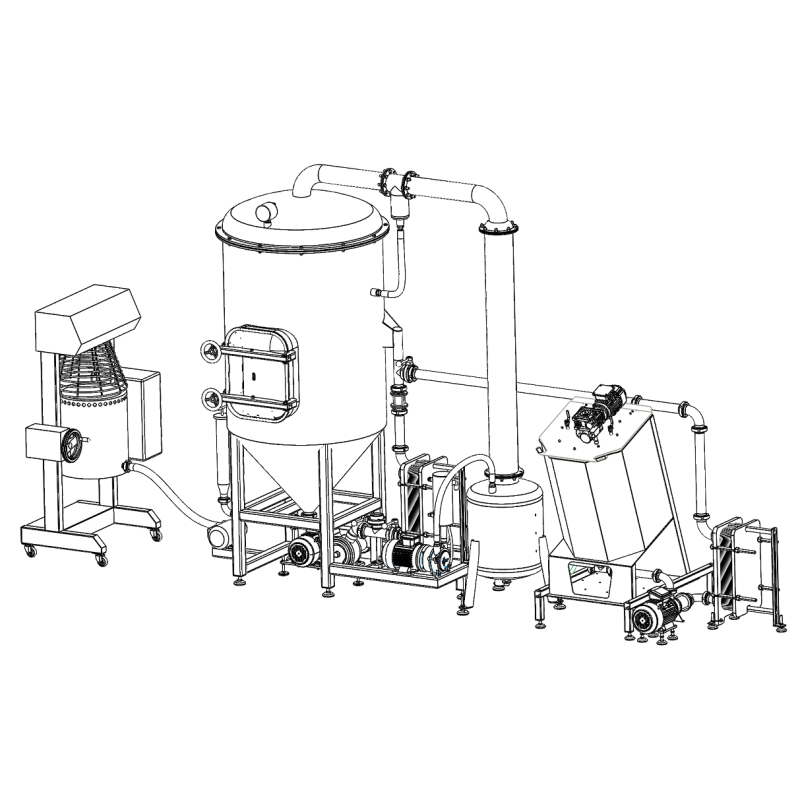
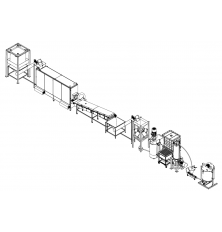
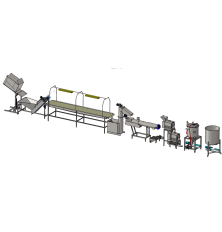
Condensed Milk Production Line
The concentration and thickening line line has been especially designed for industrial dairy production facilities with a small surplus of milk or smaller milk processing businesses that want to expand their product range. It has an estimated productivity of up to 50-120 kg/hour during continuous operation.
- Professional industrial technology with compact dimensions
- A large number of additional equipment and options to choose from
The production of sweetened condensed milk can be carried out according to various technologies and recipes; however, most manufacturers rely on GOST standards, which set strict production requirements and clearly defined procedures. Therefore, our company has specially designed a mini production line that, even with low capacity, fully complies with and replicates the GOST technology for producing sweetened condensed milk from standardized whole milk.
The milk concentration and condensation line, which can be equipped with various options, allows a wide range of processes, including:
|
|
|
|
|
Stewing and caramelization |
Advantages
- Professional industrial technology with compact dimensions
- Wide range of additional equipment and optional features available
Basic version
The vacuum evaporating unit is the main device for evaporating water from milk at low temperature and reduced pressure. The unit consists of a triple-jacketed conical vacuum reactor with thermal insulation and a polished stainless steel casing. It is equipped with a circulation loop and pump for dense and viscous products and an external plate heat exchanger heated by steam (approx. 3 bar). Hot pasteurized milk (95ŌĆō98 ┬░C) enters tangentially into the reactor, spreading into a thin layer. Due to the vacuum, water evaporates quickly at about 60 ┬░C. The secondary steam is discharged through a trap into a condenser connected to a chilled-water source. The process is cyclic ŌĆö the milk circulates through the heat exchanger and back to the reactor until the desired density is reached. The density of the final product is typically 1061ŌĆō1063 kg/m┬│. The installation includes a vacuum generation system, product pump control, and a temperature regulator for heating adjustment.
The sugar syrup cooking station is used to prepare syrup for mixing with milk. It consists of a 60-liter kettle operating on thermal oil, used for dissolving sugar during syrup production. The temperature of the thermal oil in the jacket can reach up to 150 ┬░C. The kettle is equipped with lockable wheels, thermal insulation, and an upper safety spiral above the mixing device. Sugar syrup is prepared by mixing crystalline sugar with hot water at 60ŌĆō70 ┬░C. After cooking, the mixture must be cooled to 90ŌĆō95 ┬░C. It is recommended to prepare syrups with a sugar concentration of 65ŌĆō70 %. The syrup is cooked under atmospheric conditions simultaneously with milk concentration and added at the end of the milk boiling process to achieve the desired consistency.
In some recipes, sugar is added directly into the vacuum evaporating unit together with milk. This technology simplifies the production process, shortens the boiling time, and improves the energy efficiency of the process. Adding sugar directly into milk is often used in the production of skimmed sweetened condensed milk. However, this method may have disadvantages depending on sugar quality. When adding dry sugar into pasteurized milk, various microorganisms may enter the mixture. Therefore, in the production of condensed preserved foods, a pre-prepared sugar syrup is usually used. It is also important not to store the prepared syrup for longer than 20 minutes before mixing it with condensed milk in the vacuum evaporating unit. After cooling, the syrup may undergo structural changes, thicken, or crystallize. As a result of sucrose hydrolysis, chemical changes may occur, leading to sucrose decomposition into glucose and fructose. The station can be equipped with an independent control panel or, depending on the model, integrated temperature and mixer speed control on the vacuum evaporatorŌĆÖs main control panel.
The milk pasteurizer ŌĆō a batch pasteurization unit used before concentration ŌĆō consists of a tank equipped with a jacket for thermal fluid, which allows steam or hot water supply from an external source. This batch pasteurizer serves as an optional device for customers who do not have a pasteurization unit in their production line. Before being fed into the evaporating unit, the milk must reach at least 95 ┬░C. The circulation heating loop of the evaporating unit can also be used for milk heating, depending on the configuration.
The vacuum crystallizer provides controlled sugar crystallization and ensures the desired texture of the final product. It serves for controlled crystallization of the condensed milk-sugar mixture, a key phase affecting product quality. The unit features an external circulation loop with a heat exchanger and a screw pump for cooling the dense mixture without air exposure.
After rapid cooling from 30ŌĆō35 ┬░C to about 20 ┬░C, a seed ŌĆō usually lactose (0.2 % of weight or milk from previous batches) ŌĆō is added. This process triggers lactose crystallization and ensures a fine, dense, and homogeneous structure of the product.
A source of chilled water is required to cool both the crystallizer jacket and the remote heat exchanger. The basic version of the vacuum crystallizer-cooler includes a vacuum reactor with a cooling jacket, a vacuum generation system, and speed regulation for the mixer equipped with fluoroplastic scrapers.
The cooled condensed milk is then transferred into a storage tank, where it is kept for a period to consolidate the crystallization results.
The equipment also enables secondary thermal processing during crystallization.
The cooker-crystallizer is designed for slow cooking of condensed milk under vacuum or slight overpressure (up to 0.5 bar). Heating is performed through the vessel jacket using steam or hot water from an external source. The unit is suitable for final thermal treatment and crystallization of the product.
Product pumps ŌĆō ensure the circulation of viscous masses and syrups between devices.
Refractometer (optional) ŌĆō measures dry matter content in real time during the concentration process.
Steam generator (optional) ŌĆō serves as a steam source for the heat exchanger.
Chilled-water unit (optional) ŌĆō provides cooling for the condenser and during product crystallization.
Operating principle
The vacuum evaporating unit operates with a triple-jacketed reactor and forced circulation through an external heat exchanger. Pasteurized milk (95ŌĆō98 ┬░C) is tangentially fed into the reactor, where water evaporates rapidly under vacuum at about 60 ┬░C. The secondary steam is directed to a condenser that requires chilled water. The process runs cyclically ŌĆō the milk circulates until the desired density is achieved. Mixing of syrup and milk occurs either within the evaporator or after concentration, depending on the recipe.
Crystallization takes place in the vacuum crystallizer with intensive cooling and seed addition (lactose or condensed milk), resulting in a smooth texture. The cooled product is stored in a tank for stabilization.
Optional equipment
- Refractometer ŌĆō inline dry-matter sensor with display, no sampling required
- Stainless-steel inline filter for syrup cooking station
- Syrup sprayer
- Steam generator
- Chilled-water unit
- Filter and pump for syrup
- Control panel for the station
In production lines for sweetened condensed milk with a capacity of 285 kg/h, we also offer inclined models of vacuum evaporating units that can be equipped with a jacket and electrically driven agitator.
Technical parameters
- Material: stainless steel
- Material: Stainless steel
- Principle of operation: Continuous mode
You might also like

Equipment for the production of condensed milk from pre-pasteurized milk. This equipment can be manufactured with a capacity of 50 to 500 kg/hour, or on request. We also manufacture condensed milk lines according to TU from dry milk┬Āor┬Ānormalized milk concentration lines.
- Material: Stainless steel
- Type of the equipment: Part of a production line
- Country of origin: Slovakia

A circulation-type vacuum evaporator refers to a combined version of an evaporator that also takes advantage of other types to improve evaporation efficiency particularly by reducing concentration time and when processing heat-sensitive products such as milk.
- The external circulation circuit with heating intensifies the cyclic evaporation process.
- The forced circulation system ensures a decrease in the risk of localized product overheating.
- The condenser enables a deep vacuum and maintains a low evaporation temperature.
- Utilizing a mixing device with a spray system facilitates product evaporation in a thin layer, mimicking a film-type evaporator.
- Heating: Steam
- Material: Stainless steel
- Operation mode: Semi-automatic
- Country of origin: Slovakia
- Total power, kW: 2,4
- Voltage: 380-400V

Compact vacuum evaporation machine with an external circulation heat exchanger for the production of test batches of products, development of new recipes and technological maps.
- Compact installation
- Capable of replicating all processing techniques used in industrial vacuum evaporation units with circulation
- Preserves the natural taste, aroma and color of the product
- Can be used to produce small batches of products
- Material: Stainless steel
- Principle of operation: Batch mode
- Type of the equipment: Individual machine
- Country of origin: Slovakia
- Volume: 20l

Vacuum evaporator with remote circulation using a heat exchanger is one of the most efficient evaporation methods. This evaporation system is suitable for boiling and concentrating heat-sensitive products such as milk, cream, etc.
- No mixing device required, the product has forced circulation!
- Modular system: possibility to choose the vacuum generator, power and heat exchanger type
- Inclined design and bottom valve for 100% product discharge without losses and blind spots
- Insulated upper hatch of the unit for heat retention and safety
- Tangential product inlet into the vacuum vessel for guaranteed evaporation in a thin layer
- Material: Stainless steel
- Volume: 50l/ 100l/ 300l

Meatball production line comprises of a filler, automatic machine for making meatballs and batter-breading machine. Price depends on your production capacity.
- Productivity: 15 000
- Material: Stainless steel
- Principle of operation: Continuous mode
- Voltage: 220-230V
The set of individual equipment for the production of French fries may differ depending on the initial raw materials. We offer various modifications from washing to frying with subsequent dehumidification starting from 50 kg/h for the final product.
- Principle of operation: Continuous mode
- Country of origin: Slovakia

Our hydrodynamic extraction line is designed for extracting various components from plant materials, including biologically active substances, proteins, fats, carbohydrates, antioxidants, dyes, and flavors.
- Effective ŌĆ£softŌĆØ continuous hydrodynamic extraction ŌĆō percolation from finely crushed raw materials.
- Extraction without the need for pre-drying the product, resulting in savings on labor and energy costs.
- Utilizing raw materials without heat treatment, preserving all of their valuable substances and enzymes.
- Possibility of performing vacuum-pulse extraction (optional).
- Additional income from processing ŌĆ£wasteŌĆØ products - extracting valuable components from pulp and pomace.
- Material: Stainless steel
- Principle of operation: Continuous mode
- Country of origin: Slovakia
A complete set of equipment for the production of margarine with a capacity of up to 500 kg/hour.
- Type of the equipment: Part of a production line
- Country of origin: Slovakia
Equipment for the production of condensed milk from pre-pasteurized milk. This equipment can be manufactured with a capacity of 50 to 500 kg/hour, or on request. We also manufacture condensed milk lines according to TU from dry milk┬Āor┬Ānormalized milk concentration lines.
- Material: Stainless steel
- Type of the equipment: Part of a production line
- Country of origin: Slovakia

Production line for vegetarian vegetable-based formed or molded products such as falafel. The line is based on the classical method of producing semi-finished products for their subsequent freezing and packaging.
- Compact line suitable for both professional kitchens and industrial production.
- Fully automatic operation with minimal manual labor.
- Material: Stainless steel
- Principle of operation: Continuous mode
- Voltage: 380-400V

For the price quote or more information regarding this equipment complex for the production of chocolate, please send us a request.
- Material: Stainless steel
- Principle of operation: Continuous mode
- Country of origin: Slovakia

The continuous production line for deep-frying and the subsequent cooling of semi-finished products includes:
- modular deep fryer┬Āwith the option of choosing the conveyor type: a┬Āsecondary conveyor for forced immersion┬Āof the product in oil or a┬Āconveyor with paddles┬Āfor frying light floating products, such as chips;
- stainless steel table┬Āunder the deep fryer with the option of installing an oil container and an┬Āoil filtration system┬Āinside it;
- cooling conveyor for removing excess oil and surface cooling of the product after frying it in the deep fryer.
- Heating: Electric
- Material: Stainless steel
- Principle of operation: Continuous mode
- Country of origin: Slovakia
- Working Area Width: 400 mm
- Voltage: 380-400V
An equipment complex designed for processing raw, peeled, and blanched peanuts, offering a production capacity of up to 500 kg/hour.
- Productivity: 500 kg/h/
- Principle of operation: Continuous mode
- Country of origin: Slovakia
A production line for making puree from seeded fruits such as apples or pears with a processing capacity of up to 2000 kg/hour of raw materials.
- Productivity: 1000 kg/h/ 2000 kg/h
- Material: Stainless steel
- Principle of operation: Continuous mode
- Country of origin: Slovakia

Complete set of equipment for processing shelled beans, and the production of a soy base with a capacity of 800-1000 liters per hour.
- Productivity: 800 l/h
- Material: Stainless steel
- Country of origin: Slovakia

We offer equipment for processes such as: honey dissolution, honey drying, honey homogenization, honey pasteurization, honey creaming and honey packaging. The necessary equipment is selected by the customer based on the required processing technology for their manufacturing process.
- Material: Stainless steel
- Type of the equipment: Part of a production line
- Country of origin: Slovakia

This set of equipment for the production of condensed milk from dry components by restoring the milk. This production line can be manufactured with a capacity of up to 500 kg/h or can be customized based on specific requirements.
- Material: Stainless steel

Semiautomatic production line for washing and destoning apples. Approximate capacity 1000 kg/h.
- Productivity: 1000 kg/h/
- Material: Stainless steel
- Principle of operation: Continuous mode

The complex of equipment for the production of mayonnaise consists of several installations for automatic dosing, mixing, and obtaining a stable emulsion.
- Compact design, offering convenient and straightforward operation in a limited space.
- Cost-effective solution for automatic dosing without incurring high automation costs.
- A wide range of additional modular options.
- Material: Stainless steel
- Principle of operation: Batch mode
- Country of origin: Slovakia
- Total power, kW: 13,5
- Voltage: 380-400V

The marinades production line is a semi-automatic, semi-continuous industrial system designed for the production of liquid and semi-liquid food formulations. It integrates mechanical processing, vacuum mixing, thermal treatment, filtration, and precise dosing into a single technological flow, ensuring stable and repeatable production.
The system is designed for the production of homogeneous marinades, sauces, and liquid seasoning bases with controlled texture and composition.
- The semi-continuous processing line is suitable for producing marinades and similar food products
- Integrated homogenization, mixing, heating, cooling, filtration, and dosing
- Vacuum processing is utilized for improved product structure and stability
- Modular system based on professional 300 L and 600 L homogenization units
- The configuration can be customized depending on individual production requirements